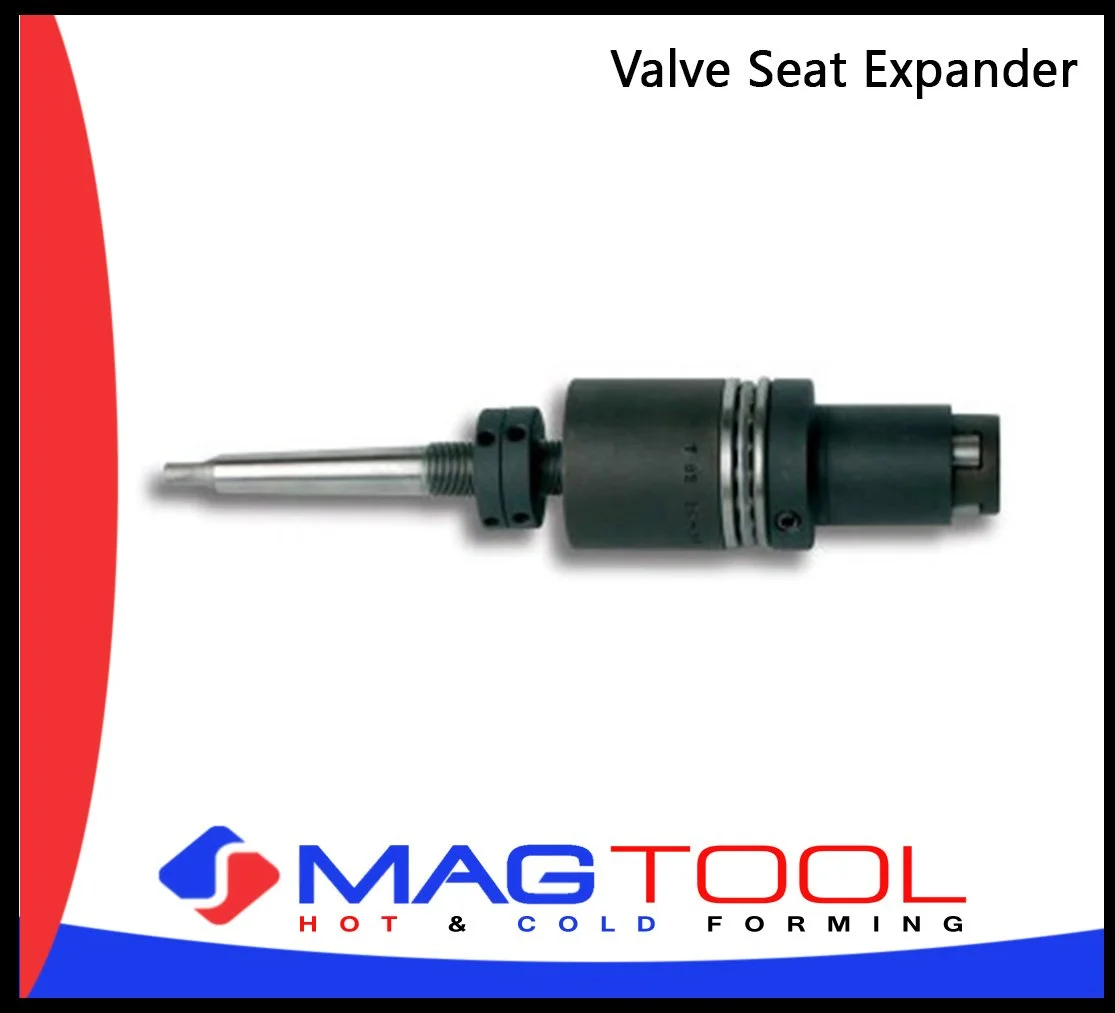
Valve Seat Expander
General Information
Seating rings are expanded on the capstan lathe or the lathe using the BR 32 valve seat expander.
After turning the seat receptacle the lathe operator inserts the seating ring in the seat. The expansion of the ring can be performed by the machine tool without changing the direction of rotation of the workpiece. Following expansion the lathe operator can immediately complete the machining of the valve seat.
The feeding of the expanding mandrel, which is clamped tight, is accomplished by the revolver head, the lathe support or the sleeve of the tailstock. The feeding of the expanding mandrel is limited by two adjustable lock nuts on the mandrel. The feared stresses in the valve seat housing due to overexpansion are ruled out as a result. Axial pressures occurring during expansion are absorbed by thrust ball bearings. Due to the design of the valve seat expander, the seating ring is held flat on its seat before the start of expansion. The expansion is completely round and absolutely tight. The BR 32 valve seat expander is also available in a custom version for transfer lines.
Note: Since valves differ in their series and the seating rings sometimes have somewhat different dimensions, the expansion ranges of the complete tube expander have not been stated. Therefore, we kindly request that you supply us with exact details, including dimensional sketches or drawings, when enquiring or ordering.
The mandrels can be supplied with Morse taper, square receptacle or straight shank. Please state precisely which receptacle is required when ordering.
Custom versions are available.